

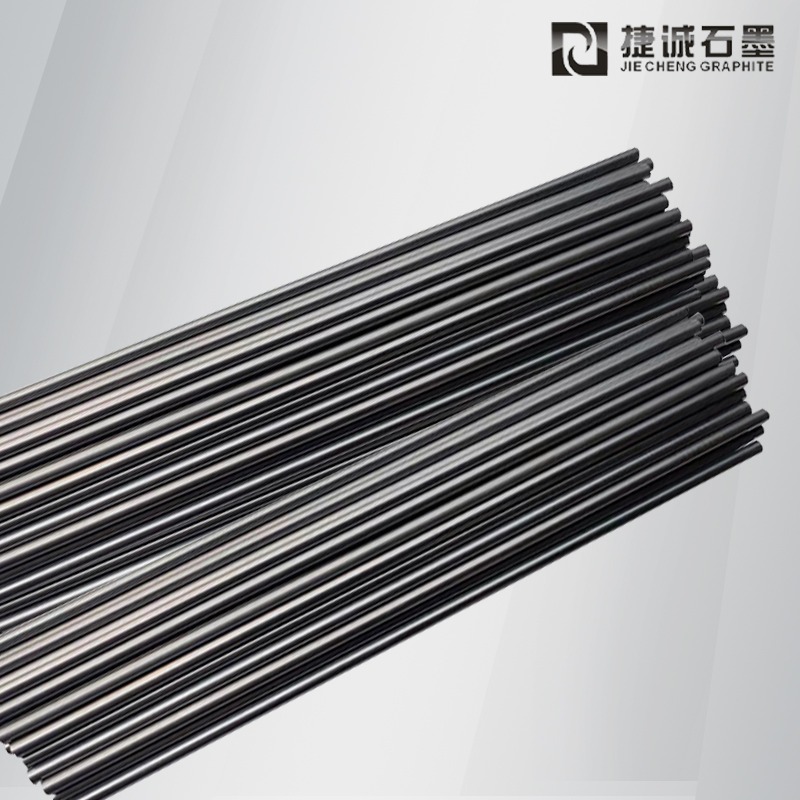

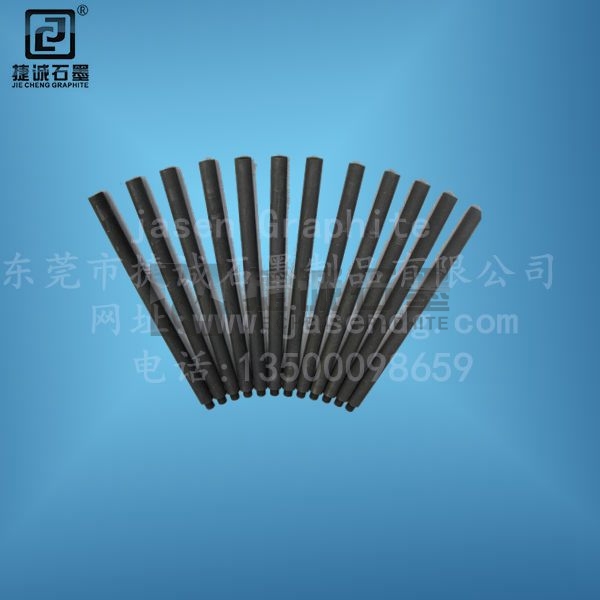

石墨電極棒工廠供應(yīng)
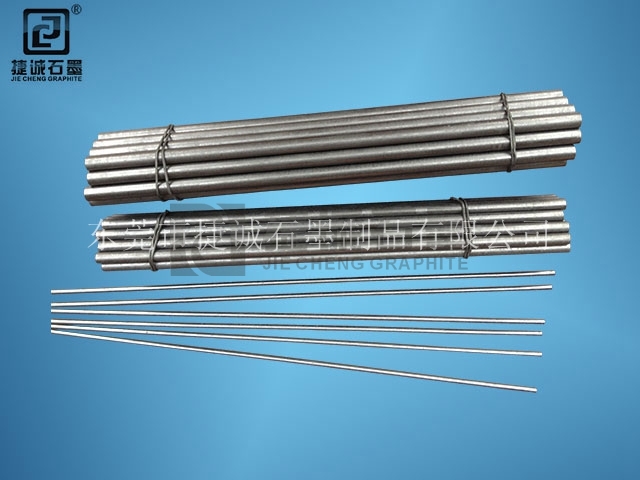
黃江石墨棒工廠加工訂制批發(fā)各種規(guī)格尺寸電極棒,廣東省內(nèi)可貨到付款
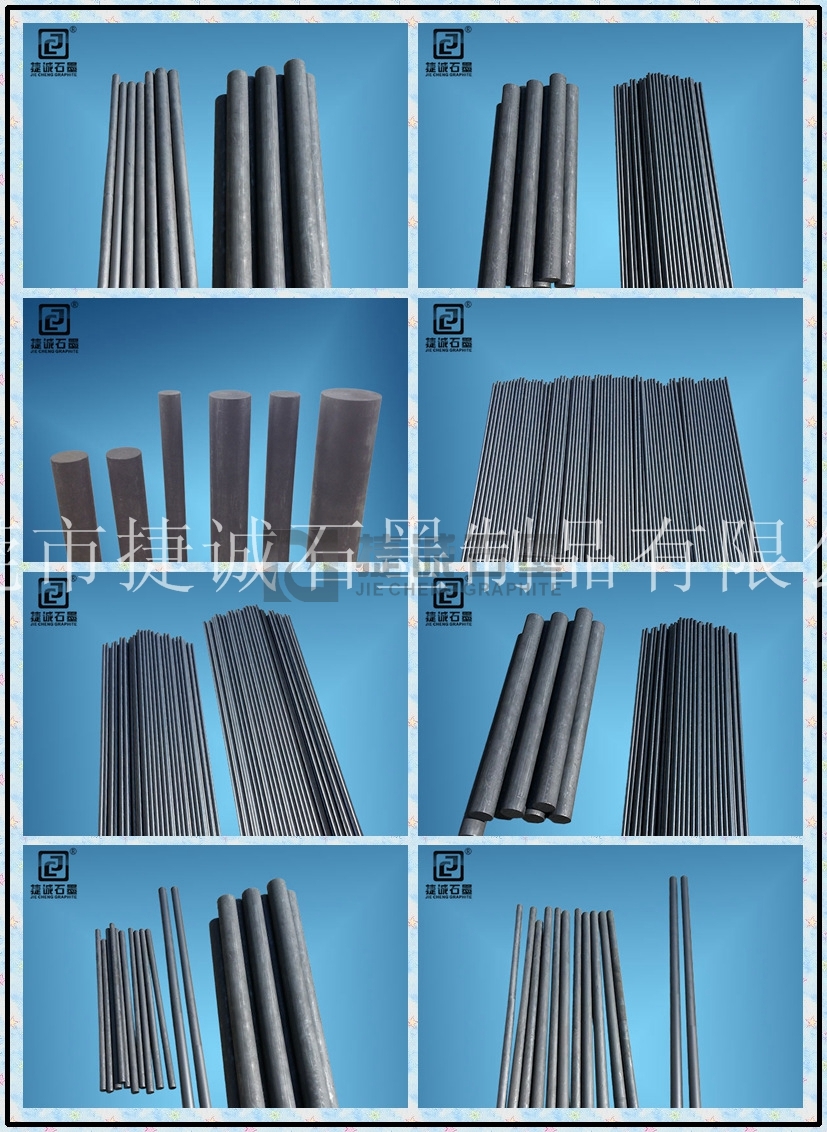
我公司采用優(yōu)質(zhì)石墨棒進行酚醛樹脂、芬南樹脂或者石蠟的浸漬,表面平整光滑,大大減少其氣孔率,提高產(chǎn)品抗壓、抗折等相關(guān)性能,從而使產(chǎn)品在使用壽命、防腐效果上都達到滿意效果,減少涂層腐蝕速度。
在陰極保護技術(shù)中,要求被保護結(jié)構(gòu)需要電絕緣,主要是由于如果不絕緣,保護電流會流失到未被保護的金屬構(gòu)筑物上,設(shè)計的電流需求量可能不足,保護效果不理想,另外,可能會產(chǎn)生雜散電流的干擾。電絕緣要根據(jù)結(jié)構(gòu)的實際情況進行考慮。
目前國內(nèi)相關(guān)防腐產(chǎn)品多是以傳統(tǒng)的金屬等為材料,產(chǎn)品成本高,并且因腐蝕造成的污染嚴重,我公司的石墨防腐陽極就能很好的減少這些問題。
石墨電極機加工方法:
1.刀具要求:鋒利、有較大的前后角和容屑槽
2.刀具材質(zhì):硬質(zhì)合金刀涂層刀金剛石刀
3.進刀速度:粗加工5500~8000精加工4000~6000
4.機臺轉(zhuǎn)速:粗加工6500~10000轉(zhuǎn);精加工6000~20000轉(zhuǎn)
5.加工余量:粗加工0.6mm;精加工0.3mm
6.切削量:側(cè)向切削量為刀徑的1/2~2/3,深度切削量為刀徑的1~1.5倍
7.切削方向:銑削方向使用切好于上切,順銑好于逆銑
石墨電極機加工方法:
1.刀具要求:鋒利、有較大的前后角和容屑槽
2.刀具材質(zhì):硬質(zhì)合金刀涂層刀金剛石刀
3.進刀速度:粗加工5500~8000精加工4000~6000
4.機臺轉(zhuǎn)速:粗加工6500~10000轉(zhuǎn);精加工6000~20000轉(zhuǎn)
5.加工余量:粗加工0.6mm;精加工0.3mm
6.切削量:側(cè)向切削量為刀徑的1/2~2/3,深度切削量為刀徑的1~1.5倍
7.切削方向:銑削方向使用切好于上切,順銑好于逆銑